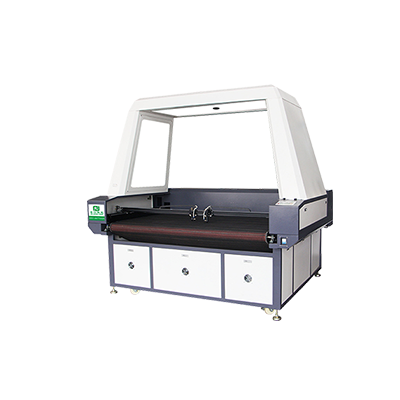
 安順智能化雷射研磨機
安順智能化雷射研磨機
一、工藝技術簡介
雷射研磨是一類高熱量密度移動性好的無碰觸研磨。它將雷射束聚焦成最輕直徑可小于0.1mm的小點,使焦點處的發射率可超過107W~108W/㎝2,被照射的金屬材料很快被加熱至熔化溫度,蒸發形成圓孔。隨著雷射與金屬材料相對線性移動,使圓孔連續形成寬度約0.1mm的切縫。研磨時還加與被切金屬材料相適應的臨時性氣體,以加速金屬材料的熔化、吹走電爐或保護切縫不被氧化。
許多金屬金屬材料,無論它有什么樣的延展性,都能用雷射進行無形變的研磨。絕大多數有機與無機金屬材料都能用雷射研磨。常用的工程金屬材料中,除角蕨外,包括不銹鋼、不銹鋼、合金鋼、鋁及碳纖維、鈦及復合材料以及絕大多數黃銅等都能實施雷射研磨。
二、雷射研磨的優點
●切縫最厚,熱負面影響區最輕,鉆孔局部形變很小,無機械電子設備形變。
●是一類移動性好的無碰觸研磨。無槍械破損,任何人延展性的金屬材料(包括銠)都能研磨。
●具備廣泛的適應能力和靈巧性,易于智能化化,有無限的仿型研磨能力。
與傳統的板材研磨形式較之,雷射研磨有顯著的競爭優勢。它研磨速率快,制造效率高;研磨質量好、切縫窄;金屬材料適應能力好,無槍械破損;無論是單純還是繁雜配件,都能用雷射一次精密快速成形研磨;智能化化程度高、操作方式單純、勞動強度低,沒有污染;制造效率高,經濟效益好;該技術的有效生命周期長。
雷射研磨與常規研磨形式較之,同樣具備顯著的競爭優勢。在熱研磨形式中,氧可熔化(如乙烷)研磨和激光研磨都不能像雷射束那樣集中熱量于一個很小區域,結果導致圓孔寬、熱負面影響區大和較顯著的鉆孔形變。氧可熔化研磨電子設備小、投資少,可研磨最厚1m的鋼板,是很靈巧的研磨輔助工具,主要用來研磨盒形。但是由于它熱負面影響區大、研磨速率低,圓孔呈現嚴重的鋸齒和波折狀。因此,它很少被選用于研磨20mm以下厚度且要求尺寸精確的金屬材料。激光研磨與雷射研磨速率相仿,顯著高于乙烷火焰研磨。但其研磨熱量較高,收錄機頂部呈尖頭狀,收錄機顯著起波形。在操作方式中,還要防止由電弧產生的紫外線輻射對操作方式者帶來的傷害。
與雷射研磨較之,激光研磨更勝一籌之處在于:它較適合研磨較厚鋼板和對雷射飽和度高的碳纖維等。但是,雷射能研磨銠,而其他熱研磨形式則不能。在機械電子設備沖壓研磨形式中,選用模沖形式制造大批量配件,具備配件效率高、制造周期長的競爭優勢,但這種形式對設計上的變化較難適應,電子設備專用、制造周期長、造價高。對中小規模的企業來說,雷射研磨的特長就會充分顯示。雷射研磨便于鉆孔緊密編排套裁,比起每個鉆孔周圍需預留非常多金屬材料穩定度的模沖更節約金屬材料。對于需要分段當鼠標的大而繁雜的配件,就需要用滾輪當鼠標,導致收錄機呈許多小Anthracoidea尖頭,產生大量邊角余料。對于薄金屬選用鋸切形式,其研磨速率比雷射研磨慢很多。而且,雷射作為一類靈巧的無碰觸、仿形研磨輔助工具,能從金屬材料任何人一點開始向任何人方向研磨,這一點對鋸切來說,是望而卻步的。選用電弧或線研磨等形式用于堅硬金屬材料的精細研磨,雖然圓孔較平整,但研磨速率要比雷射研磨慢幾個數量級。水研磨雖然能研磨許多銠金屬材料,但運行費用較高。







 當前位置:
當前位置:
 地址:安徽省合肥市新站區佳海工業園D8幢
地址:安徽省合肥市新站區佳海工業園D8幢 手機:13917705121
手機:13917705121 電話:0551-66770025
電話:0551-66770025 Q Q:389023037
Q Q:389023037 微信:13917705121
微信:13917705121 WhatsApp:+86 13865932169
WhatsApp:+86 13865932169